Welcome to Dongguan Mahe Machinery Equipment Co., Ltd. HOME!
Welcome to Dongguan Mahe Machinery Equipment Co., Ltd. HOME!
Welcome to Dongguan Mahe Machinery Equipment Co., Ltd. HOME!
Welcome to Dongguan Mahe Machinery Equipment Co., Ltd. HOME!
H
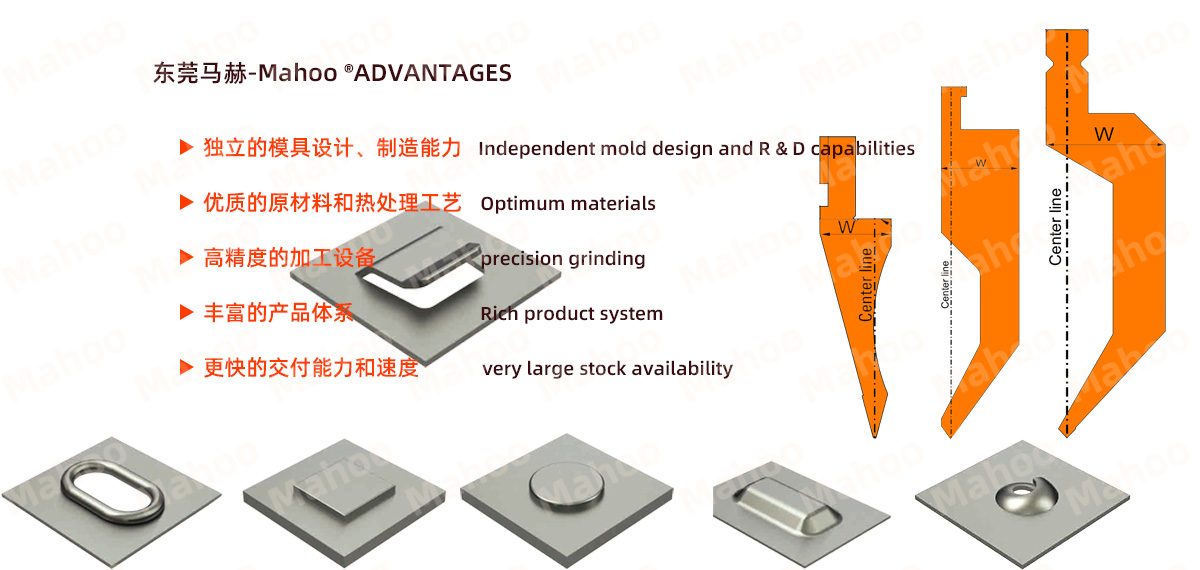
HOT product





| 材质 | 板厚(mm) | 孔径(mm) |
| 软钢(40Kg/mm2) | 6.0 | 8.2-12.7 |
| 4.5 | 11.0-12.7 | |
| 不锈钢(60Kg/mm2) | 4.0 | 8.2-12.7 |
| 材质 | 板厚(mm) | 孔径(mm) |
| 软钢(40Kg/mm2) | 6.0 | 22.9-31.7 |
| 4.5 | 30.6-31.7 | |
| 不锈钢(60Kg/mm2) | 4.0 | 22.9-31.7 |


 Scan,WeChat
Scan,WeChat