钣金工艺- 拉伸与成型
<1>拉伸变形
1. 拉伸件的底与壁之间最小圆角半径应大于板厚,即r1 >t,为了使拉伸进行得更顺利,一般取r1=(3~5)t,最大圆角半径应小于或等于板厚的8倍,
即r1≤8t。(参见图9)
2.拉伸件凸缘与壁之间的圆角半径应大于板厚的二倍,即r2 >2t,为了使拉伸进行得更顺利,一般取r2=(5~10)t,
最大凸缘半径应小于或等于板厚的8倍,即r2≤8t。(参见图9)
3. 圆形拉伸件的内腔直径应取D ≥d+12t,以便在拉伸时压板压紧不致起皱。(参见图9)
4. 矩形拉伸件相邻两壁间的圆角半径应取r3 ≥3t,为了减少拉伸次数应尽可能取r3 ≥1/5H,以便一次拉出来。(参见图10)
5. 拉伸件由于各处所受应力大小各不相同,使拉伸后的材料厚度发生变化。一般来说,底部中央保持原来的厚度,底部圆角处材料变薄,
顶部靠近凸缘处材料变厚,矩形拉伸件四周圆角处材料变厚。在设计拉伸产品时,对产品图上的尺寸应明确注明必须保证外部尺寸或
内部尺寸,不能同时标注内外尺寸。
6. 拉伸件之材料厚度,一般都考虑工艺变形中的规律有上下壁厚不相等的现象(即上厚下薄)。
7. 圆形无凸缘拉伸件一次成形时,高度H和直径d之比应小于或等于0.4,即H/d ≤0.4(见图11)。

<2>局部成型
1. 加强筋。在板状金属零件上压筋,有助于增加结构刚性,加强筋结构及其尺寸选择参见图12。

2. 百叶窗。百叶窗通常用于各种罩壳或机壳上起通风散热作用,其成型方法是借凸模的一边刃口将材料切开,而凸模的其余部分将材料同时
作拉伸变形,形成一边开口的起伏形状。百叶窗的结构及其尺寸选择参见图13。

3. 打凸的工艺尺寸。
(1)在板状金属材料上打凸须参照以下数据。

(2)打凸间距和凸边距的极限尺寸按下表选取。

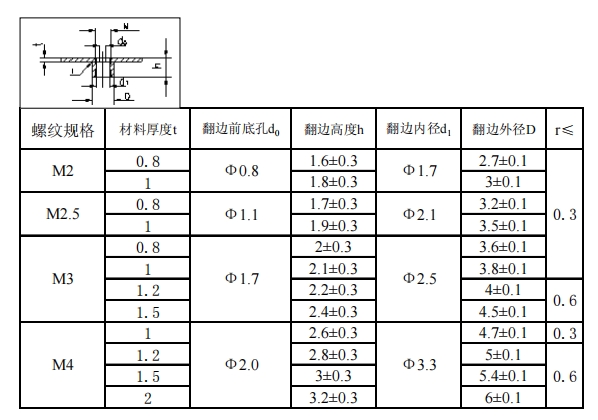
4. 翻边攻丝主要用于薄板攻丝,在薄板上翻边后攻丝以保证螺纹深度(一般板厚为0.8~1.5mm)。翻边攻丝的结构尺寸按下表选取:
 欢迎进入东莞市马赫机械设备有限公司 官方网站!
欢迎进入东莞市马赫机械设备有限公司 官方网站!








 扫一扫,微信
扫一扫,微信


