台励福数控冲床夹钳和机床的二次定位

东莞马赫编辑: 数控冲床如何进行二次定位?数控冲床夹钳如何协同二次定位工作? 马赫小编以台励福数控冲床 HP1250为例子,给大家做个简单的介绍。
出镜机型:
Tailift HP1250 加工范围为1250*2500(mm)
1: 首先:我们针对机床 给 X 和Y 方向定义如下﹕ 数控冲床的X轴和Y轴均以此为基准来定义
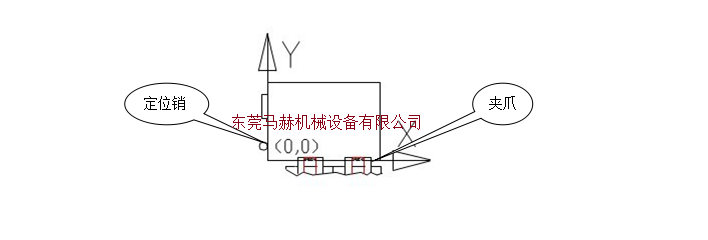
X 方向为平行于两夹爪的方向﹐Y 方向为平行于定位销或定位柱的方向。如上 图﹕
如果X 方向超越此范围,可使用自动移爪指令
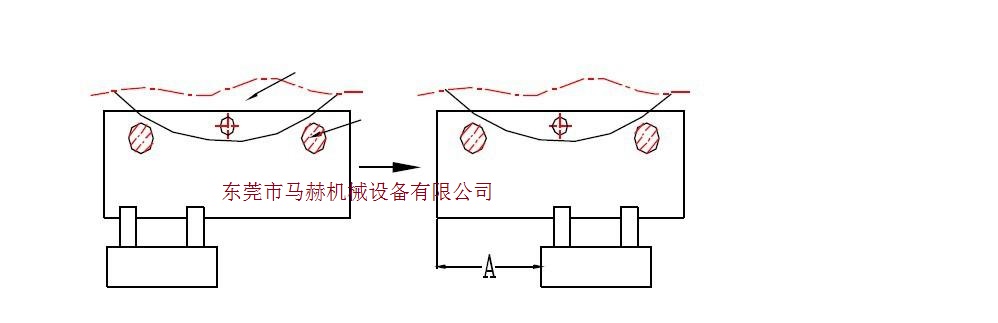
G2 7 加以调整.格式为G2 7 X 移动量. 下图显示了使用自动移爪方式的前后情况.
图中画剖线的是两块圆柱形压板,供夹爪松开时固定板料使之不发生移动用.夹爪松开后向外退, 并向X 轴正方向移动了Amm, 然后向内进入到相应位置,夹紧. 这样就完成了移爪的全部动作.移爪前后的加工范围和下面图表示的那样扩大了.
马赫小编提示:数控冲床夹钳的二次定位过程,基本是类似的。先松开夹钳,后退避让,寻址后加紧,完成数控冲床的二次定位。
 如果是Y 方向越此范围,则可能出现危险.因为它意味着数控冲床夹爪可能进入了危险区
如果是Y 方向越此范围,则可能出现危险.因为它意味着数控冲床夹爪可能进入了危险区.危险区情况如图所示.

第一种情况, 夹爪位于上下模之间,冲孔会损坏夹爪;第二种情况,虽然夹爪不会损坏, 但材料因处于不同平面而变形.解决的方法是改变夹爪位置、改变模具刀位、改变模具尺寸或设计代用夹爪.
 欢迎进入东莞市马赫机械设备有限公司 官方网站!
欢迎进入东莞市马赫机械设备有限公司 官方网站!








 扫一扫,微信
扫一扫,微信


